




关于模具加工的应用和技术,可以到有关的网址进行查阅和了解。在这里你可以了解到许多。比如塑胶模具除了冲模以外的其他形式,大多都属于腔型模具。注塑一般分为五大系统,浇注系统、成型系统、冷却系统、排气系统和顶出系统,每一个环节都是影响产品质量的关键环节。

关于模具加工的应用和技术,可以到有关的网址进行查阅和了解。在这里你可以了解到许多。比如塑胶模具除了冲模以外的其他形式,大多都属于腔型模具。注塑一般分为五大系统,浇注系统、成型系统、冷却系统、排气系统和顶出系统,每一个环节都是影响产品质量的关键环节。

注塑模具的选材,某模具企业从选材和热处理简便考虑,选择T10A钢制造截面尺寸相差悬殊、要求淬火后变形较小的较复杂模具,硬度要求56-60HRC。热处理后模具硬度符合技术要求,但模具变形较大,无法使用,造成模具报废。后来该企业采用微变形钢Cr12钢制造,模具热处理后硬度和变形量都符合要求。预防措施:制造精密复杂、要求变形较小的模具,要尽量选用微变形钢,如空淬钢等。
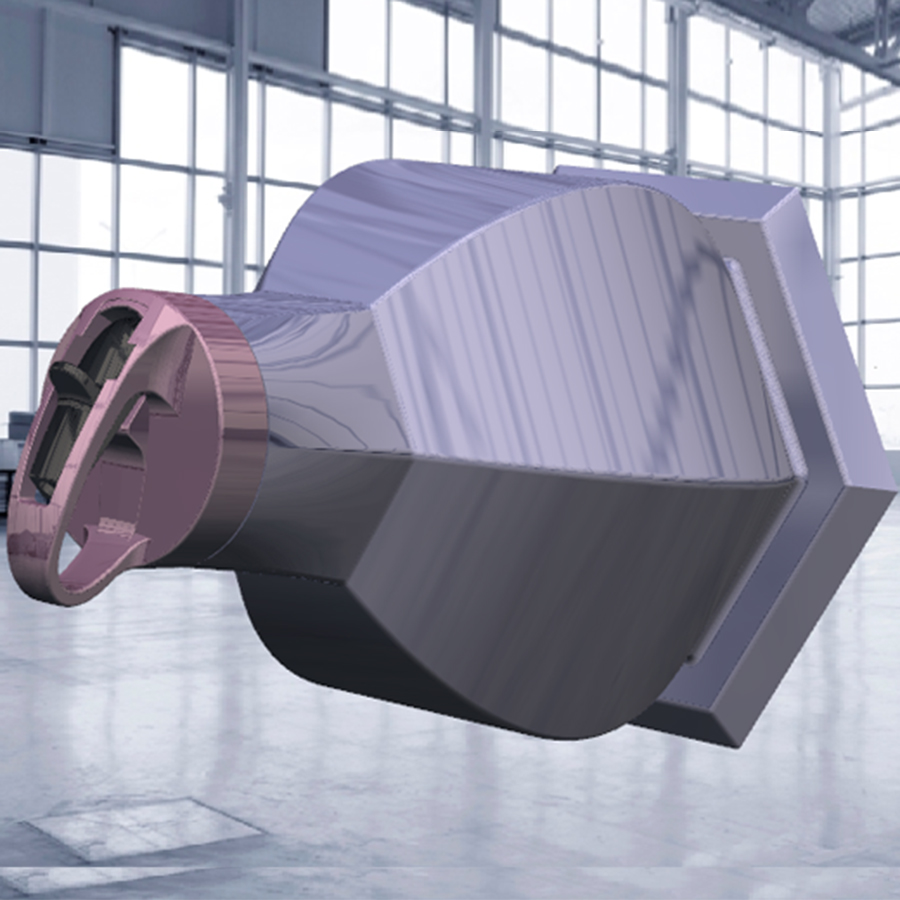
对于一些汽车覆盖件、航天领域的零件、家用电器、玩具等,许多产品的形状不规则且多为曲面的组合体,其中高精度零件的最小单位甚至要达到mm和μm。这就需要配备高精度的计算机系统来完成设计和注塑过程。以做到误差最小。塑胶模具的加工过程是比较复杂的。要做到高质量的产品加工就需要注重细节。比如产品编码、增补物料、修模刻字等。









